The Anilam Crusader II has an RS-232 communications port for serial communications between various storage devices (PC, paper tape punch/reader, printers, cassette, etc.). This section will detail the procedures and parameters for establishing communications with the controller and effecting reliable data transfer. As the Crusader II can have only one (1) program in the active memory, data transfer activities become commonplace.
PC to Controller RS-232 Communications | |
| CNC programs developed off-line (i.e., using a PC and ASCII text editor) must
be transfered into the controller's memory. Likewise, programs developed or revised on the controller
need to be transfered to the PC for storage and safekeeping. In the ETSU Machine Tool Lab, the communications tasks are accomplished using a PC as a CNC file server. The PC communicates with the numerous CNC devices through an RS-232 serial network. A schematic diagram of the pin connections for an RS232 connector cable is shown to the left in Fig. 14-1. |
 Figure 14-1 Anilam to PC RS-232 Cable Schematic |
| . The PC's COM port is connected to a set of switch boxes
which serve to route the various devices together. (See Figure 14-2) For standard communications between the PC CNC fileserver and the Anilam Crusader II Mill the switch box settings would be A-A as shown in Figure 14-2. |
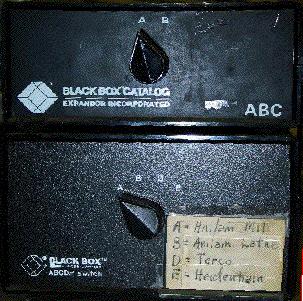 Figure 14-2 RS-232 Network Switch Boxes: (PC to Anilam Mill setting) |
The following procedures are required to transfer CNC programs from the PC to the Anilam Crusader II controller:
| Step | At the Anilam Crusader II | At the PC Fileserver |
|---|---|---|
| 1 | Deactivate the servo motors by pressing  | |
| 2 | Release the button by rotating clockwise. | |
| 3 | Press the  button on the console button on the console | |
| 4 | If necessary, load the Anilam RS-232 communications protocols (up to, but not including, the AUX-2701-Start command series) | |
| 5 | Set the upper A-B switch box (behind the PC Fileserver) to the 'A' position and the lower A-B-D-E switch box controller to the Anilam Mill (position 'A'). | |
| 6 | If necessary*, from the DOS command line run the ANILAM24.BAT batch file to load the appropriate COM port parameters. * This action must be done prior to (1) sending a file for the first time or (2) if a file is sent to another machine on the network. | |
| 7 | Press





 The controller's numeric panel should be "locked-up." | |
| 8 | Strip the CNC file of any comments and non-applicable characters between the delimiting '%' characters. | |
| 9 | Transfer the "stripped" CNC to the proper PC COM port (e.g., at the DOS prompt, type: COPY drive:\path\filename.ext COMx: [Enter] where the "COMx:" parameter is the active RS-232-C serial port.) | |
| 10 | If the file successfully transfers, the controller will "chirp" once.
If there is an error in transmission, |
|
| Note: During debugging and testing, repeat steps 7-10 (assuming communication parameters remain constant). | ||
![]()
![]()
| Parameter | Button Presses |
| ASCII Out RS-274-D format (Ctrlr->PC) |
|
|---|---|
| ASCII In (PC->Ctrlr) |
|
| ASCII Out Anilam format (Ctrlr->PC |
|
| Parity = None |
|
| 1200 Baud (Not typically used) |


|
| 2400 Baud |

|
| Handshake = None |

|
![]()
![]()
Copyright © 2003-2005 George C. Stanton & Bill Hemphill
All Rights Reserved
Last updated on Jan. 14, 2005 by Bill Hemphill