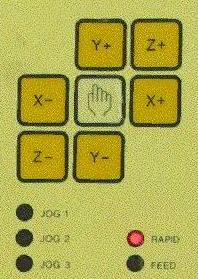
Jogging AxesIn manual mode, the movement of the mill's axes is controlled by using the panel of buttons located in the upper right hand corner of the controller face. NOTE: Assuming the operator is facing the machine, pressing the axes buttons causes the following movements: |
 |
|
|
Use the following procedure to manually control the speed of axis movement:
 (the red LED will be lit when activated).
(the red LED will be lit when activated). button is activated; toggle as required.
button is activated; toggle as required. button.
button.The following procedure is used to "set the origin" or set the various axis counters to zero.


 to deactivate any tool length offset (TLO) in effect.
to deactivate any tool length offset (TLO) in effect.


 .
to deactivate any TLO that may be in effect.
.
to deactivate any TLO that may be in effect. , press the button to activate Rapid Travel mode
, press the button to activate Rapid Travel mode
 .
.
.
.
![]()
![]()
![]()
Copyright © 2003 George C. Stanton & Bill Hemphill
All Rights Reserved
Last updated on Jan. 19, 2003 by Bill Hemphill